
感应加热原理及其应用
就职加热原理自20世纪20年代以来一直用于制造过程。正如人们所说,需要是发明之母,在第二次世界大战期间,需要一个快速的过程来硬化部件金属发动机,迅速开发了感应加热技术。今天我们在日常要求中看到了这项技术的应用。最近,对改进的质量控制和安全制造技术的需求使这项技术再次成为敏捷。利用当今的高端技术,正在介绍新的和可靠的实现感应加热的方法。
什么是感应加热?
的工作准则感应加热过程是电磁感应和焦耳加热的组合配方。感应加热过程是使用电磁感应原理通过在金属内产生涡流来加热导电金属的非接触过程。由于所产生的涡流流抵抗金属的电阻率,通过焦耳加热原理,在金属中产生热量。

感应加热是如何工作的?
了解法拉第的法律对于理解感应加热的工作非常有用。根据Faraday的电磁感应定律,改变电场售票员在其周围产生交变磁场,其强度取决于外加电场的大小。当导体中的磁场发生变化时,这一原理也反过来起作用。
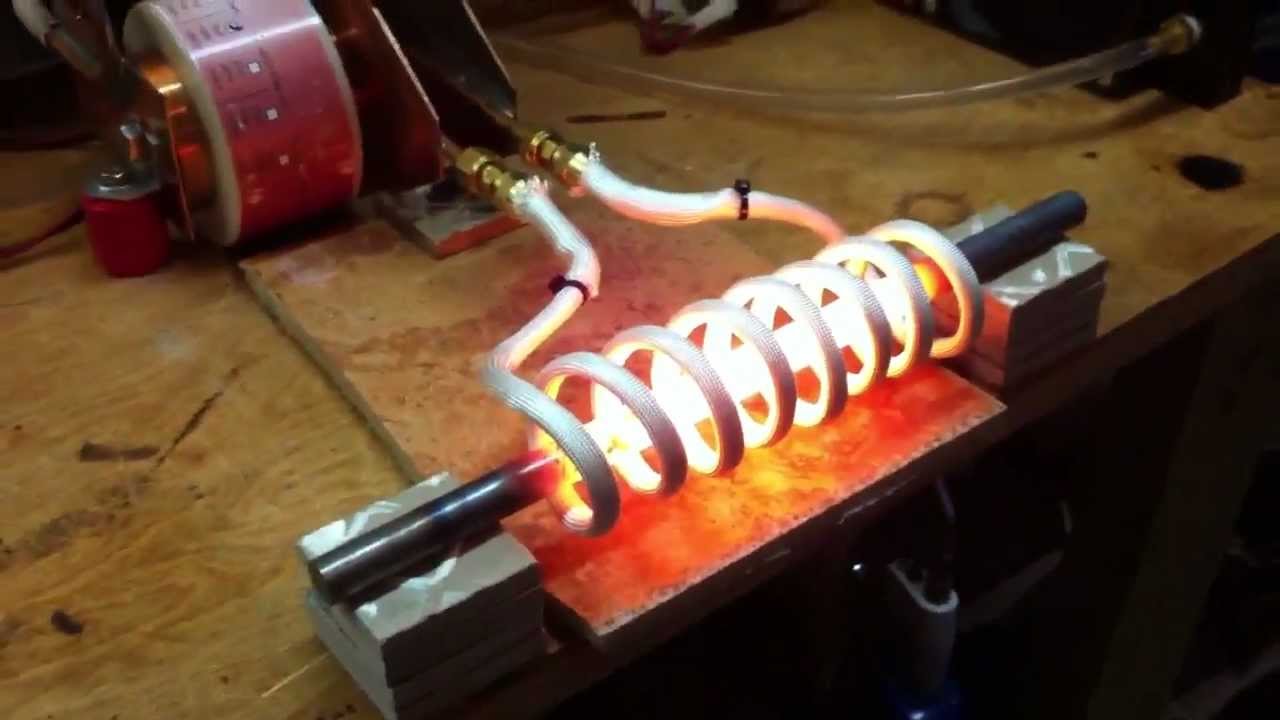
因此,上述原理用于电感加热过程。这里是一个固态射频频率电源应用于电感线圈,被加热的材料放置在线圈内部。当交流电当磁场通过线圈时,根据法拉第定律在其周围产生一个交变磁场。当放置在电感器内部的材料进入这个交变磁场范围时,材料内部会产生涡流。
现在我们观察到焦耳加热的原理。根据这个原理,当电流通过一种材料时,材料中就会产生热。因此,当感应磁场在材料中产生电流时,流动的电流从材料内部产生热量。这解释了非接触感应加热的过程。
感应加热电路图
用于感应加热过程的设置包括RF电源,以向电路提供交流电。用作电感器,电流施加电流。要加热的材料被放置在铜线线上。



通过改变施加电流的强度,我们可以控制加热温度。由于在材料内部产生的涡电流与材料的电阻率相反,在该过程中观察到精确和局部加热。
除涡流外,由于磁性部件的滞后也会产生热量。由磁性材料提供的电阻,朝向电感器内变化的磁场,引起内摩擦。这种内摩擦产生热量。
由于感应加热过程是非接触加热过程,被加热的材料可以远离电源或淹没在液体或任何气体环境或真空中。这种加热过程不需要任何燃烧气体。
在设计感应加热系统时要考虑的因素
有一些因素在设计任何类型的应用的感应加热系统时应该考虑。
- 通常,感应加热过程用于金属和导电材料。非导电材料可直接加热。
- 当应用于磁性材料时,由于磁性材料的涡流效应和磁滞效应而产生热量。
- 小而薄的材料比大而厚的材料加热得快。
- 更高的交流电频率越高,较低的加热深度渗透深度。
- 电阻率更快地加热材料。
- 放置加热材料的电感器应易于插入和移除材料。
- 在计算电源容量的同时,要考虑要加热的材料的比热量,所需的质量和所需的温度升高。
- 在确定供电能力时,还应考虑由于传导、对流和辐射造成的热损失。
感应加热的公式
涡流进入材料的深度是由感应电流的频率决定的。对于载流层,有效深度可计算为
这里d表示深度(cm),材料的相对磁导率为μ,ρ欧姆-CM,F中材料的电阻率表示Hz中的交流场频率。
感应加热线圈设计
用作电感器的线圈有各种不同的形式。材料中的感应电流与线圈中的匝数成正比。因此,对于感应加热的有效性和效率,线圈的设计是重要的。
通常,感应线圈是水冷铜导体。根据我们的应用,有不同形状的线圈。多匝螺旋线圈是最常用的。对于这个线圈,加热模式的宽度是由线圈中的匝数定义的。单圈线圈适用于需要加热工件窄带或材料尖端的应用。
多位置螺旋线圈用于加热一个以上的工件。煎饼线圈使用时,它需要加热材料的一侧。内部线圈用于加热内部孔。
感应加热的应用
- 对于表面加热,熔化,焊接的靶向加热是可能的感应加热过程。
- 除了金属,通过电感加热,可以进行液体导体和气态导体的加热。
- 为了加热半导体行业中的硅,使用感应加热原理。
- 这种工艺用于感应炉将金属加热到熔点。
- 由于这是一种非接触式加热过程,真空熔炉利用该方法制造在氧气存在下加热时会被氧化的专用钢和合金。
- 感应加热工艺用于金属焊接,有时也用于掺有铁磁陶瓷的塑料焊接。
- 厨房中使用的感应炉子在电感加热原理上工作。
- 用于钎焊到轴感应加热过程。
- 对于瓶子和药品的防篡改盖密封,感应加热过程被使用。
- 塑料注塑机使用感应加热,提高注射效率的能效。
对于制造业,感应加热提供强大的一致性,速度和控制包。这是一种整洁,快速,无污染的加热过程。在电感加热期间观察到的热量损失可以使用Lenz的定律来解决。本法显示了一种在电感加热过程中使用的热损失的方式。哪种电感加热的应用已经让您感到惊讶?
分享这个帖子:


